

Fabricación de prensas plegadoras CNC de alta calidad
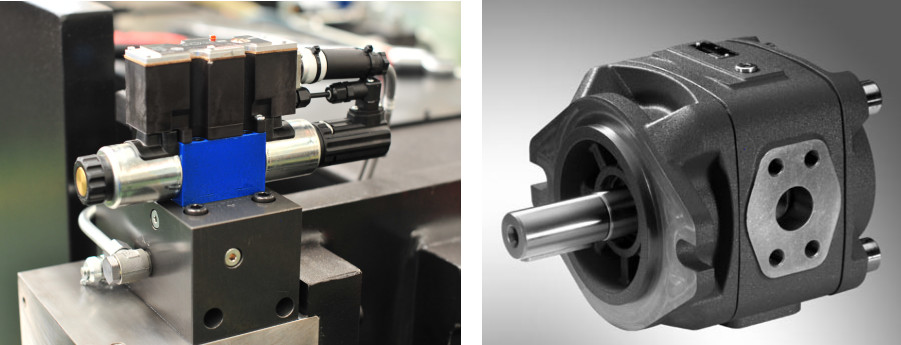
1. Se adopta un sistema electrohidráulico para controlar los cilindros duales y así obtener una alta precisión de control sincronizado, una alta precisión de flexión y una alta precisión de reposicionamiento.
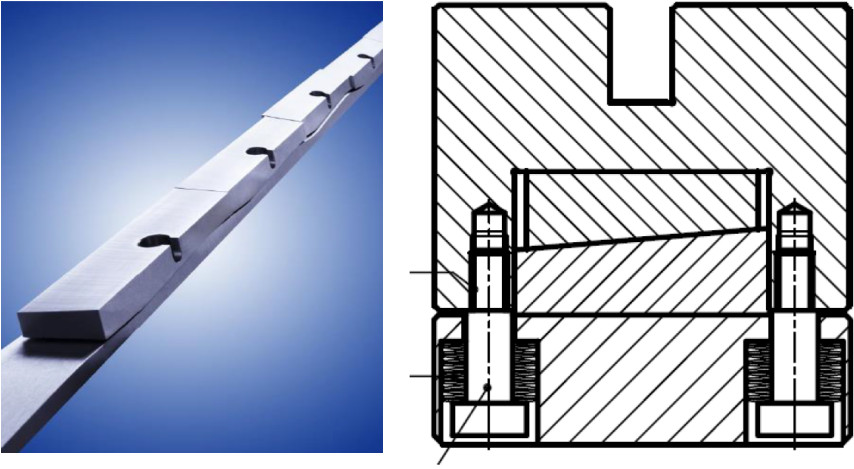
2. Se adopta un sistema de compensación automática de deflexión mecánica para mitigar la influencia de la deformación del deslizador durante el proceso de doblado en la calidad de la pieza. El sistema CNC ajusta automáticamente la cantidad de compensación para garantizar la precisión.
(1) La máquina está compensada por una estructura de ajuste bidireccional, que puede satisfacer la compensación de la dirección transversal y longitudinal de la máquina.
(2) Se adopta el método de compensación de puntos densos para hacer que la precisión de la flexión sea más precisa.
(3) la compensación del material de flexión del mismo espesor de placa una vez en su lugar, a diferencia de la compensación hidráulica y el movimiento de vaivén de la estructura, la compensación mecánica reduce en gran medida la deformación por fatiga del banco de trabajo de la máquina herramienta, mejorando su vida útil;
(4) Utilice un reductor especial y un potenciómetro de alta precisión para controlar con exactitud la precisión de la compensación.
(5) A diferencia de la estructura de tres placas de la mesa de trabajo de compensación hidráulica, este dispositivo adopta un diseño de mesa de trabajo de una sola placa, que puede prevenir eficazmente la interferencia en la pieza de trabajo de doblado.
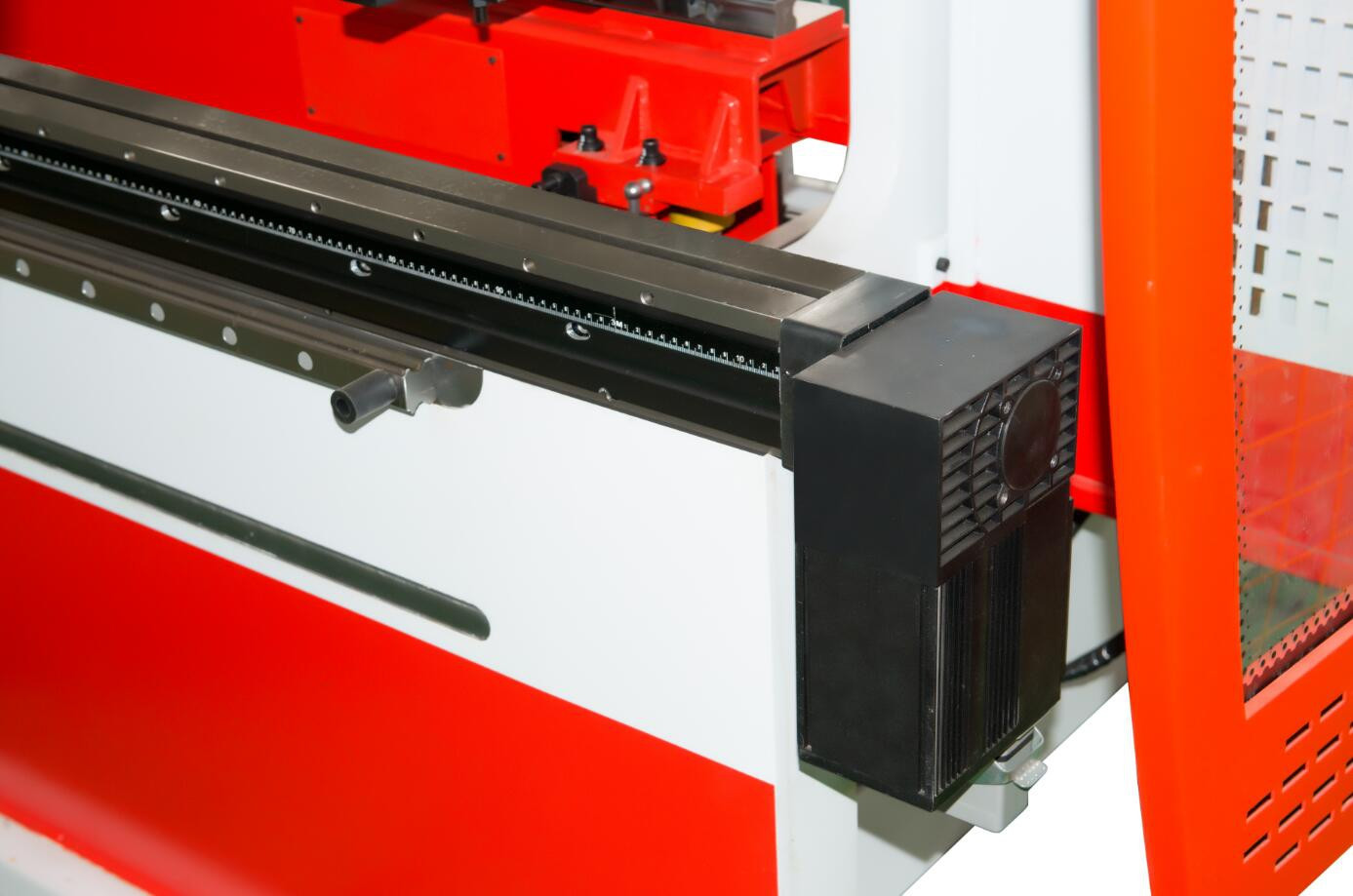
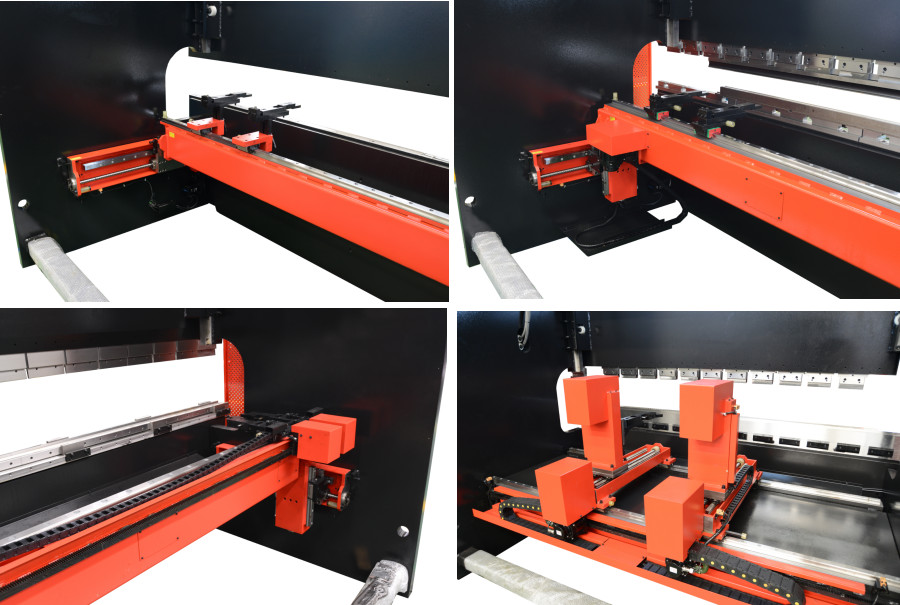
3. Tope trasero multifuncional que se puede ampliar a 6 ejes: X1 y X2 para el movimiento hacia adelante y hacia atrás, R1 y R2 para el movimiento hacia arriba y hacia abajo, y Z1 y Z2 para el movimiento hacia la izquierda y hacia la derecha. Esto permite un doblado flexible de la pieza.
4. El bastidor se ensambla en una sola operación después de la soldadura y se procesa mediante un centro de mecanizado pentaédrico CNC, lo que garantiza la rigidez y la precisión del procesamiento del bastidor.
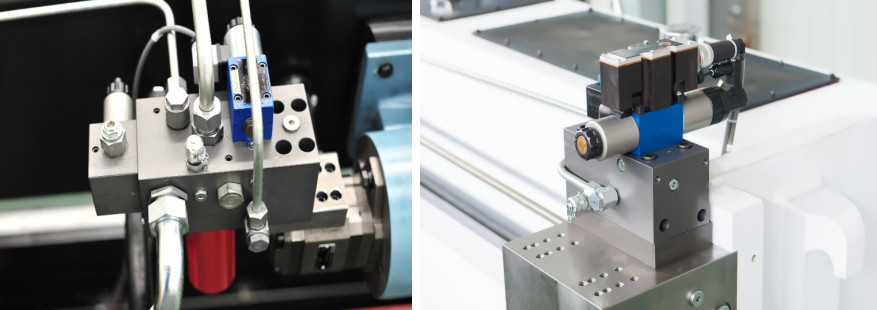
5. El sistema de control hidráulico integrado reduce la longitud de las tuberías, evitando así las fugas de aceite y mejorando la estabilidad del rendimiento; además, la apariencia de la máquina se ve más atractiva.

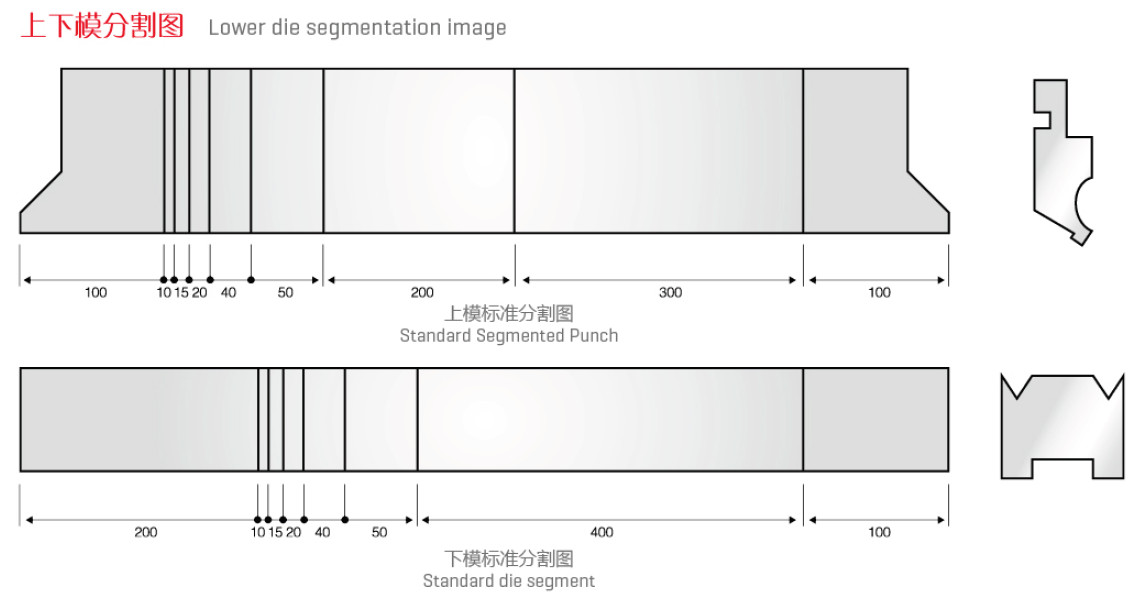
6. El punzón segmentado se puede combinar con una longitud determinada según el requisito de doblado de la pieza de trabajo especial.
7. Como opción, se puede equipar con un sistema de sujeción automática mediante punzonado hidráulico o un sistema de sujeción rápida mecánica para reducir la carga de trabajo y mejorar la eficiencia.

8. El sistema CNC utiliza el sistema Delem. Este sistema CNC cuenta con el circuito electrónico más reciente, una pantalla TFT a color de alta resolución y un menú multilingüe. Es un sistema de control de primera clase para máquinas dobladoras a nivel internacional.
9. El dispositivo de compensación de garganta tipo C se instala debajo de la garganta de la máquina herramienta y está conectado al dispositivo de detección. La pequeña deformación causada por la fuerza de flexión no afectará la precisión de medición del sistema, y se puede garantizar la precisión de flexión de placas de cualquier espesor y material.
10. El soporte frontal y la guía del revestimiento facilitan el movimiento.


Sistema de control CNC Delem DA66T con nivel avanzado internacional
1. Sistema operativo WINDOWS® completo, que permite el apagado instantáneo de la máquina;
2. Selección de varios idiomas con un funcionamiento sencillo;
3. Diseño de apariencia moderna con funcionamiento orientado al usuario;
4. Estructura modular inteligente, el sistema se puede extender a 24 ejes;
5. Pantalla LCD TFT de 17" a color real, programación gráfica 2D;
6. PLC integrado para reducir el diseño del circuito y aumentar la fiabilidad;
7. Puerto USB para ratón, puerto para teclado;

8. Acumulación automática del tiempo de funcionamiento de la máquina y de los tiempos de plegado;
9. Autocompilación del procedimiento de doblado y simulación de doblado;
10. Zoom sin apariencia de máquina, herramienta y pieza de trabajo a una escala de 1:1:1 con formato gráfico;
11. Medios digitales, gráficos y otros de programación de troqueles, troqueles planos, troqueles de arco grande, moldes de ranuras en V múltiples, moldes de ranuras en V variables;
12, base de datos de corrección automática de ángulos, tabla de tolerancia de flexión de autoaprendizaje y función de detección de colisiones omnidireccional, elimina productos de desecho;
13. Sistema de alarma de errores para evitar un mal funcionamiento;
14. Capacidad de memoria 1G
15. Diagnóstico remoto;
16. Software de análisis especial de la máquina, monitorización en tiempo real;
17. Un software de programación fuera de línea especializado puede reducir el tiempo de programación y aumentar la eficiencia;
18. Sistema de gestión de archivos integrado, editor de texto;
19. Operación en tándem;
20. El panel de control está equipado con parada de emergencia, deslizador de movimiento manual y perspectiva ergonómica.
Sistema T-3500TCNC
1. Utiliza el sistema operativo WINDOWS en tiempo real, lo que permite el apagado instantáneo;
Dos opciones de idioma, se puede configurar la interfaz en inglés, fácil de usar;
Diseño moderno y sencillo, que refleja una orientación centrada en las personas;
4 ejes estándar, módulos adicionales, admite hasta seis ejes;
5.10 "Pantalla TFT a color real, pantalla táctil LCD, multitáctil, programación de gráficos bidimensionales, visualización 3D;
6 funciones PLC integradas, reducen el diseño del circuito, aumentan la fiabilidad;
7. Interfaz de ratón USB, interfaz de teclado;
8 horas de funcionamiento automático y tiempos de plegado;
9, programación digital y gráfica 2D totalmente táctil, vista 3D del proceso de doblado, compilación automática del proceso de doblado y simulación de doblado;
10. La forma de la máquina, el molde y la pieza de trabajo se pueden ampliar libremente a una escala 1:1:1 según los gráficos.

11, medios digitales, gráficos y otros de programación de troqueles, troquel plano, troquel de arco circular grande, molde de ranura en V múltiple, molde de ranura en V variable;
12. Sistema de alarma de errores para evitar un mal funcionamiento;
13. Capacidad de memoria 1G
14. Software de análisis especial de la máquina, monitorización en tiempo real;
15. Sistema de gestión de archivos integrado, editor de texto;
16. Operación en tándem;
17. El panel de control está equipado con parada de emergencia, deslizador de movimiento manual y perspectiva ergonómica.
Prensa plegadora CNC; prensa plegadora CNC; máquina plegadora CNC; prensa plegadora hidráulica CNC; prensa plegadora CNC en venta; freno CNC; freno hidráulico para chapa metálica; máquina plegadora hidráulica CNC; prensa plegadora CNC en venta; freno de metal CNC; máquina plegadora; máquina plegadora hidráulica CNC; máquina plegadora hidráulica
Sistema CNC DELEM DA52 de Holanda
1. Utiliza el sistema operativo WINDOWS en tiempo real, lo que permite el apagado instantáneo.
2. Selección de varios idiomas con un funcionamiento sencillo;
3. Diseño de apariencia moderna con funcionamiento orientado al usuario;
4. Estructura modular inteligente, el sistema puede extender los 4 ejes de forma flexible.
5. Pantalla LCD TFT de 7";
6. PLC integrado para reducir el diseño del circuito y aumentar la fiabilidad;
7. Puerto USB para ratón, puerto para teclado, puerto RS232, puerto PLC de seguridad;
8. Acumulación automática del tiempo de funcionamiento de la máquina y de los tiempos de plegado;
9. Programación digital;
10. Programación de moldes en modo digital;
11. La base de datos de corrección automática de ángulos;
12. Sistema de advertencia de errores para evitar un funcionamiento incorrecto;
13, la capacidad de memoria es de 64M;
14, software de análisis especial, monitorización en tiempo real;
15. Operación en tándem;
16, el panel de control está equipado con parada de emergencia.

Sistema CNC DELEM DA53 de Holanda
1. Utilizando el sistema operativo DELEM-LINUX, se puede lograr el apagado instantáneo.
2. Selección de varios idiomas con un funcionamiento sencillo;
3. Diseño de apariencia moderna con funcionamiento orientado al usuario;
4. Estructura modular inteligente, el sistema puede extender los 4 ejes de forma flexible.
5. Pantalla LCD TFT de 10 pulgadas;
6. PLC integrado para reducir el diseño del circuito y aumentar la fiabilidad;
7. Puerto USB para ratón, puerto para teclado, puerto RS232, puerto PLC de seguridad;
8. Acumulación automática del tiempo de funcionamiento de la máquina y de los tiempos de plegado;
9. Programación táctil digital;
10. Programación de moldes en modo digital;
11. La base de datos de corrección automática de ángulos;
12. Sistema de advertencia de errores para evitar un funcionamiento incorrecto;
13, la capacidad de memoria es de 64M;
14, software de análisis especial, monitorización en tiempo real;
15. Sistema de gestión de archivos integrado, editor de texto
16. Operación en tándem;
17, el panel de control está equipado con parada de emergencia.

| No. | Descripción | Cantidad | Observación |
| 1 | Archivos de operaciones | Un conjunto | |
| 2 | Llave de vaso hexagonal interior | Un conjunto | |
| 3 | Pistola de engrase | Un no. | |
| 4 | Perno de puesta a tierra | Un conjunto | |
| 5 | Perno de ajuste | Un conjunto | |
| 6 | Control de pie | Un no. | |
| 7 | Herramientas estándar | Un conjunto |
1. Aceite hidráulico: aceite hidráulico antidesgaste VG46# importado; y la masa de aceite requerida depende de las especificaciones de la máquina;
2. Alimentación: 380V, 50HZ, fluctuación de voltaje 10%-5%
3. Temperatura ambiente: 0°C - +40°C
4. Humedad ambiental: humedad relativa 20-80% HR (sin condensación)
5. Manténgase alejado de fuentes de vibraciones fuertes e interferencias electromagnéticas.
6. Poco polvo, sin gases nocivos ni corrosivos.
7. Prepare la cimentación según el plano de cimentación.
8. Seleccionar al personal pertinente con cierta formación académica para un acuerdo a largo plazo como operador de maquinaria.
| No. | Descripción | Cantidad | Observación |
| 1 | Archivos de operaciones | Un conjunto | |
| 2 | Llave de vaso hexagonal interior | Un conjunto | |
| 3 | Pistola de engrase | Un no. | |
| 4 | Perno de puesta a tierra | Un conjunto | |
| 5 | Perno de ajuste | Un conjunto | |
| 6 | Control de pie | Un no. | |
| 7 | Herramientas estándar | Un conjunto |
60T
| Especificación | Unidad | PR9 060/2550 | |
| Fuerza de flexión máxima | KN | 600 | |
| Longitud máxima de flexión | mm | 2550 | |
| Distancia entre columnas | mm | 2150 | |
| Profundidad de garganta | mm | 350 | |
| Carrera de carnero | mm | 215 | |
| Altura cerrada | mm | 530 | |
| Acercándose a la velocidad | mm/s | 200 | |
| Velocidad de trabajo | mm/s | 18 | |
| Velocidad de retorno | mm/s | 200 | |
| Potencia del motor principal | Kw | 7.5 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T o DA52S o DA53T o T-3500T que controla los ejes Y1, Y2, X, R, Z1, Z2 y el coronado mecánico. | ||
| Capacidad del tanque de petróleo | L | 300 | |
| X Eje | Exactitud | mm | ±0,1 |
| Ataque | mm | 500 | |
| Velocidad | mm/s | 400 | |
| Fuerza | Kw | 0,85 | |
| R Eje | Exactitud | mm | ±0,1 |
| Ataque | mm | 200 | |
| Velocidad | mm/s | 200 | |
| Fuerza | Kw | 0,85 | |
| Z1, Z2 Eje | Exactitud | mm | ±0,1 |
| Ataque | mm | 1250 | |
| Velocidad | mm/s | 1200 | |
| Fuerza | Kw | 0,75 | |
| Dimensión del contorno | Longitud | mm | 3400 |
| Ancho | mm | 1400 | |
| Altura | mm | 2510 | |
100T
| Especificación | Unidad | PR9 100/3100 | PR9 100/4100 | |
| Fuerza de flexión máxima | KN | 1000 | 1000 | |
| Longitud máxima de flexión | mm | 3100 | 4100 | |
| Distancia entre columnas | mm | 2700 | 3700 | |
| Profundidad de garganta | mm | 420 | 420 | |
| Carrera de carnero | mm | 265 | 265 | |
| Altura cerrada | mm | 530 | 530 | |
| Acercándose a la velocidad | mm/s | 220 | 220 | |
| Velocidad de trabajo | mm/s | 17 | 13 | |
| Velocidad de retorno | mm/s | 220 | 150 | |
| Potencia del motor principal | Kw | 15 | 11 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T o DA52S o DA53T o T-3500T que controla los ejes Y1, Y2, X, R, Z1, Z2 y el coronado mecánico. | |||
| Capacidad del tanque de petróleo | L | 350 | 500 | |
| X Eje | Exactitud | mm | ±0,1 | ±0,1 |
| Ataque | mm | 500 | 500 | |
| Velocidad | mm/s | 400 | 400 | |
| Fuerza | Kw | 0,85 | 0,85 | |
| R Eje | Exactitud | mm | ±0,1 | ±0,1 |
| Ataque | mm | 200 | 200 | |
| Velocidad | mm/s | 200 | 200 | |
| Fuerza | Kw | 0,85 | 0,85 | |
| Z1, Z2 Eje | Exactitud | mm | ±0,1 | ±0,1 |
| Ataque | mm | 1850 | 2800 | |
| Velocidad | mm/s | 1200 | 1200 | |
| Fuerza | Kw | 0,75 | 0,75 | |
| Dimensión del contorno | Longitud | mm | 3450 | 4450 |
| Ancho | mm | 1600 | 1600 | |
| Altura | mm | 2750 | 2710 | |
150T
| Especificación | Unidad | PR9 150/3100 | PR9 150/4100 | |
| Fuerza de flexión máxima | KN | 1500 | 1500 | |
| Longitud máxima de flexión | mm | 3100 | 4100 | |
| Distancia entre columnas | mm | 2700 | 3700 | |
| Profundidad de garganta | mm | 420 | 420 | |
| Carrera de carnero | mm | 265 | 265 | |
| Altura cerrada | mm | 530 | 530 | |
| Acercándose a la velocidad | mm/s | 180 | 180 | |
| Velocidad de trabajo | mm/s | 11 | 11 | |
| Velocidad de retorno | mm/s | 150 | 150 | |
| Potencia del motor principal | Kw | 15 | 15 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T o DA52S o DA53T o T-3500T que controla los ejes X, Y1, Y2, R, Z1, Z2 y el coronado mecánico. | |||
| Capacidad del tanque de petróleo | L | 440 | 600 | |
| Número de tanques de petróleo | No. | 3 | 4 | |
| X Eje | Exactitud | mm | ±0,10 | ±0,1 |
| Ataque | mm | 500 | 500 | |
| Velocidad | mm | 500 | 400 | |
| Fuerza | kw | 0,85 | 0,85 | |
| R Eje | Exactitud | mm | ±0,10 | ±0,1 |
| Ataque | mm | 200 | 200 | |
| Velocidad | mm | 200 | 200 | |
| Fuerza | kw | 0,85 | 0,85 | |
| Z1, Z2 Eje | Exactitud | mm | ±0,10 | ±0,1 |
| Velocidad | mm | 1200 | 1200 | |
| Ataque | mm | 1850 | 2800 | |
| Fuerza | kw | 0,75 | 0,75 | |
| Dimensión del contorno | Longitud | mm | 3470 | 4470 |
| Ancho | mm | 1720 | 1720 | |
| Altura | mm | 2700 | 2710 | |
PR9 060
| No. | Nombre | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T/T-3500T/DA52S o DA53T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Controlador de servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Alemania Bosch-Rexroth o Alemania HOERBIGER | |
| Ensamblaje de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. servoválvula proporcional, etc. | ||||
| Conjunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. Válvula de descompresión proporcional | ||||
| e. válvula de presión, etc. | ||||
| 5 | Guía lineal | 35A---760L O 35E-760L | THK o PMI | |
| 6 | Husillo de bolas | 25/20-1000L o R25/20-880/1000 | THK o PMI | |
| 7 | Bomba de aceite | PGH3-2X/016RE071VU2 | Alemania Rexroth | |
| 8 | Juego completo de juntas de estanqueidad en cilindro de aceite | EE. UU. PARKER | EE. UU. PARKER | |
| 9 | Juego completo de tuberías de alta presión | 1. GE16 ZSR 3/4EDCF | Junta de tubería PARKER EO-2 de EE. UU. o junta de tubería VOSS de Alemania | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF, etc. | ||||
| 10 | Enganche | R38 25/42 | Alemania KTR | |
| 11 | contactor de CA | LC1-D1810B7, LC1-D0910B7N, etc. | Schneider | |
| 12 | Interruptor de proximidad | TP-SM5P2, etc. | TENDER | |
| 13 | Cable terminal | UK2.5B, UK10N, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC, etc. | Schneider | |
| 15 | Cuadro | Holanda SIKKENS | ||
| 16 | Coronamiento | Marca nacional (estándar) | SREE/SINDICATO | |
| 17 | Coronamiento | Importado (opción) | VILLA | |
| 18 | Partidario del frente | estándar | JFY | |
PR9 100
| No. | Nombre | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T, DA52S, DA53T o T-3500T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Controlador de servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Alemania Bosch-Rexroth o Alemania HOERBIGER | |
| Ensamblaje de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. servoválvula proporcional, etc. | ||||
| Conjunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. Válvula de descompresión proporcional | ||||
| e. válvula de presión, etc. | ||||
| 5 | Guía lineal | 35A-760L O 35E-760L | THK o PMI | |
| 6 | Husillo de bolas | 20/25-880/1000 O R25/20-880/1000 | THK o PMI | |
| 7 | Bomba de aceite | PGH4-3X/032RE071VU2 | Alemania Rexroth | |
| IPVAP5-32 | Alemania VOITH | |||
| HQI3-32 | Alemania Eckerle | |||
| 8 | Juego completo de juntas de estanqueidad en cilindro de aceite | EE. UU. PARKER | EE. UU. PARKER | |
| 9 | Juego completo de tuberías de alta presión | 1. GE16 ZSR 3/4EDCF | Junta de tubería PARKER EO-2 de EE. UU. o junta de tubería VOSS de Alemania | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF, etc. | ||||
| 10 | Enganche | R38 25/42 | Alemania KTR | |
| 11 | contactor de CA | LC1-D1810B7, LC1-D0910B7N, etc. | Schneider | |
| 12 | Interruptor de proximidad | TP-SM5P2, etc. | TENDER | |
| 13 | Cable terminal | UK2.5B, UK10N, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC, etc. | Schneider | |
| 15 | Cuadro | KAILEDI | ||
| 16 | Coronamiento | Marca nacional (estándar) | SREE/SINDICATO | |
| 17 | Coronamiento | Importado (opción) | VILLA | |
| 18 | Partidario del frente | estándar | JFY | |
PR9 150
| No. | Nombre | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T, DA52S, DA53T o T-3500T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Controlador de servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Alemania Bosch-Rexroth | |
| Ensamblaje de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. servoválvula proporcional, etc. | ||||
| Conjunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. Válvula de descompresión proporcional | ||||
| e. válvula de presión, etc. | ||||
| 5 | Guía lineal | 35A-760L O 35E-760L | THK o PMI | |
| 6 | Husillo de bolas | 20/25-880/1000 O R25/20-880/1000 | THK o PMI | |
| 7 | Bomba de aceite | PGH4-3X/032RE071VU2 | Alemania Rexroth | |
| IPVAP5-32 | Alemania VOITH | |||
| HQI3-32 | Alemania Eckerle | |||
| 8 | Juego completo de juntas de estanqueidad en cilindro de aceite | EE. UU. PARKER | EE. UU. PARKER | |
| 9 | Juego completo de tuberías de alta presión | 1. GE16 ZSR 3/4EDCF | Junta de tubería PARKER EO-2 de EE. UU. o junta de tubería VOSS de Alemania | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF, etc. | ||||
| 10 | Enganche | R38 25/42 | Alemania KTR | |
| 11 | contactor de CA | LC1-D1810B7, LC1-D0910B7N, etc. | Schneider | |
| 12 | Interruptor de proximidad | TP-SM5P2, etc. | TENDER | |
| 13 | Cable terminal | UK2.5B, UK10N, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC, etc. | Schneider | |
| 15 | Cuadro | KAILEDI | ||
| 16 | Coronamiento | Marca nacional (estándar) | SREE/SINDICATO | |
| 17 | Coronamiento | Importado (opción) | VILLA | |
| 18 | Partidario del frente | estándar | JFY | |
Prensa plegadora CNC; prensa plegadora CNC; máquina plegadora CNC; prensa plegadora hidráulica CNC; prensa plegadora CNC en venta; freno CNC; freno hidráulico para chapa metálica; máquina plegadora hidráulica CNC; prensa plegadora CNC en venta; freno de metal CNC; máquina plegadora; máquina plegadora hidráulica CNC; máquina plegadora hidráulica
